













設置登錄密碼
*密碼
*確認密碼
完善信息
*真實姓名
*公司名稱
*您的職位
城市
*郵箱
*主營產品
*行業
企業類型
材質
功能
鋁青銅合金

產品介紹:
以鋁為主要合金元素的銅基合金,是含有鐵、錳元素的鋁青銅,屬于高強度耐熱青銅。
含鋁量一般不超過11.5%,有時還加入適量的鐵、鎳、錳等元素,以進一步改善性能。鋁青銅可熱處理強化,其強度比錫青銅高,抗高溫氧化性也較好。
特性:
有較高的強度,良好的耐磨性,用于強度比較高的螺桿、螺帽、銅套、密封環和耐磨的零部件。
含有鐵、錳元素的鋁青銅有高的強度和耐磨性,經淬火、回火后可提高硬度,有較好的高溫耐蝕性和抗氧化性在大氣、淡水和海水中抗蝕性很好,可切削性尚可,可焊接不易釬焊,熱態下壓力加工良好。
鋁青銅的焊接:
焊接鋁青銅的主要困難是鋁的氧化,生成致密而難熔的Al2O3薄膜覆蓋在熔滴和熔池表面。易在焊縫中產生夾渣、氣孔和未熔合等缺陷。清除鋁的氧化物和防止鋁的氧化成為焊接鋁青銅成敗的關鍵。
此外w(Al)<7%的單相鋁青銅具有熱脆性,在熱影響區易產生裂紋,比較難焊。w(A1)≥7%的單相合金和雙相合金,采取一些防裂措施是可以焊接的。
一般不推薦采用氣焊,因為很難完全消除鋁的氧化物有害作用。如果必須采用氣焊,則須對焊絲、焊接坡口作徹底清理,使用含氯化鹽和氟化鹽的熔劑。嚴格采用中性焰等措施。
焊條電弧焊一般用于鋁青銅鍛件或鑄件的焊補。采用ECuAl-c(即T237)焊條。除薄件(≤3mm)外,需采用70°~90°的V形坡口;薄件常不預熱,對于 w(Al)<10%的合金,預熱和層間溫度一般不應超過150℃。焊接鋁含量為10%~13%的鋁青銅,厚工件推薦預熱和層間溫度約260℃,焊件宜快速冷卻。采用直流反接,短弧和窄焊道施焊。多層焊時層間必須徹底清渣
銅鉻鋯系合金

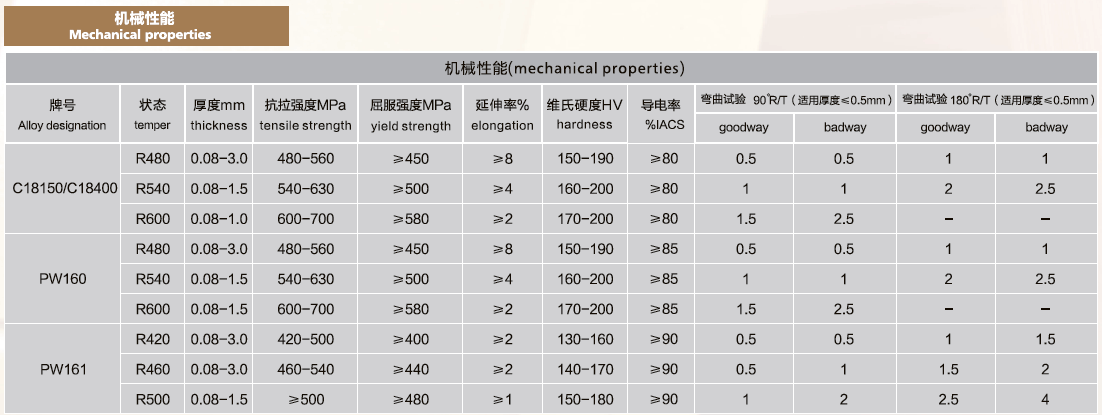
銅鉻鋯系合金(PW160)
銅鉻鋯系合金(C18150、PW160等)具有較高的強度和可靠的導電導熱性能。
應用于高強高導合金材料高端領域,如:連鑄機結晶器內襯、電子電線連結器、端子、繼電器及大規模集成電路引線框架等。



看新聞、讀報告、找項目、約專家,盡在新材料在線APP
可在各大應用平臺搜索 “新材料在線”


